Continuous chemical equipment
provider
provider


Salt lakes in Qinghai and Xizang regions of China are generally faced with the development challenges of brine with high magnesium-lithium ratio. Magnesium and lithium ions have similar physical and chemical properties. Traditional processes including evaporative precipitation, single membrane separation and static adsorption suffer from multiple industrial bottlenecks, such as low lithium resource recovery rate, high consumption of chemical reagents, high equipment operation cost, and difficulty in meeting the battery-grade lithium chloride purity standards. In addition, conventional equipment fails to adapt to the high-salinity, low-temperature and large-flow continuous production conditions of salt lakes. The industry is in urgent need of a liquid-liquid extraction core equipment system with high separation selectivity, stable large-scale operation and fully closed-loop process control. With an integrated mixing and clarification structure and counter-current extraction process logic, multi-stage series extraction tanks have become the mainstream industrial core equipment for preparing high-purity lithium chloride from high magnesium-lithium ratio salt lake brine. The equipment enables precise lithium-magnesium separation with a stable lithium comprehensive recovery rate of over 94%. Equipped with an automatic interface regulation system, it adapts to year-round continuous production in salt lakes, greatly reduces investment in front-end impurity removal processes, and balances production cost control and green production requirements. It serves as a core carrier for technological upgrading of the current salt lake lithium extraction industry. This paper systematically analyzes the key value of extraction tanks in the salt lake brine lithium chloride production line from five dimensions: structural working logic, full-process process layout, industrial core advantages, field application cases, and technological iteration directions.
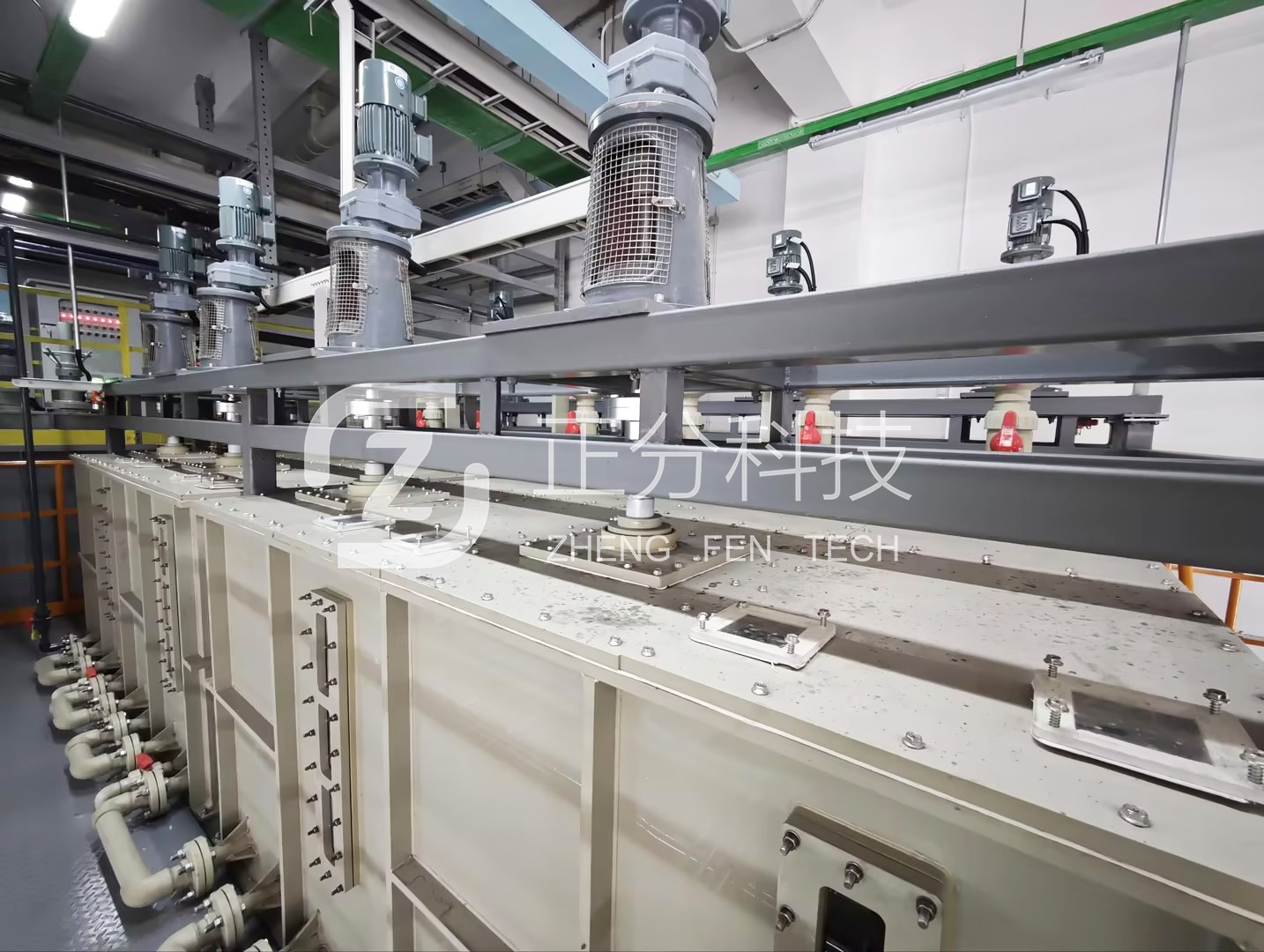
Also known as mixer-settlers, extraction tanks consist of two independent units: a mixing chamber and a settling chamber. A single stage forms a complete mass transfer and stratification system, and industrial production lines adopt multi-stage series counter-current arrangement, which perfectly matches the mainstream TBP-FeCl₃ lithium selective extraction system and adapts to the material characteristics of high-salinity salt lake brine. The mixing chamber is equipped with a frequency-conversion adjustable stirring mechanism, which precisely controls the two-phase contact residence time within 8-12 minutes. Stirring generates uniformly dispersed droplets to expand the contact area between the organic phase and brine, promoting directional complexation of lithium ions into the organic phase, while impurities such as magnesium, sodium, potassium and boron remain in the aqueous phase. The mixed solution after mass transfer flows into the settling chamber by gravity for natural stratification. Equipped with a gamma-ray online interface monitoring device, the organic-aqueous phase interface control accuracy is maintained at ±2mm, effectively reducing lithium loss caused by mutual entrainment of the two phases. The main equipment body is made of 316L stainless steel and PPH anti-corrosion materials, which can resist the high chloride and high magnesium salt corrosion of salt lake brine. A thermal insulation structure can be configured for low-temperature working conditions to maintain stable extraction efficiency at a plateau low temperature of -15℃. The single-stage processing capacity can be customized from 10 to 60m³/h according to project scale, enabling modular assembly from kiloton-scale pilot lines to ten-thousand-ton lithium chloride mass production lines without major adjustment of civil engineering foundations, ensuring high convenience for project expansion and renovation.
The complete process of preparing lithium chloride from salt lake brine includes five core sections: brine pretreatment, multi-stage counter-current extraction, impurity removal by washing, lithium stripping, and organic phase regeneration. Extraction tanks run through the entire separation and purification process with clear and linked functions in each section.
After evaporation and concentration in salt pans and pre-deboronation pretreatment, salt lake brine is fed from the tail end of the multi-stage extraction tank group, while organic phase loaded with extractant is fed from the first stage. The two phases flow in opposite directions to complete mass transfer separation stage by stage. For brine with an ultra-high magnesium-lithium ratio above 300:1, 25 to 35 series-connected extraction tanks can realize deep lithium-magnesium separation, with a single-stage lithium extraction efficiency higher than 60% and a stable multi-stage comprehensive recovery rate of over 94%. Lithium ions in the brine are selectively complexed and extracted into the organic phase, while most magnesium ions are discharged with the raffinate aqueous phase. The raffinate mother liquor can be used for the recovery of magnesium and sodium salts to realize comprehensive utilization of salt lake resources.
The lithium-loaded organic phase is transferred to the supporting washing extraction tank for counter-current washing with dilute acid washing solution, which removes trace magnesium and calcium impurity ions entrained in the organic phase and blocks impurities from entering the subsequent stripping solution. This fundamentally guarantees the purity of the final lithium chloride product. After the washing process, the magnesium impurity content in the stripping solution can be reduced to within 50ppm, meeting the index requirements of battery-grade lithium chloride raw materials.
The lithium-rich organic phase after washing enters the stripping extraction tank, where low-concentration hydrochloric acid is used as the stripping agent to reversely dissociate lithium complexes in the organic phase. Lithium ions are completely transferred to the aqueous phase to obtain high-concentration lithium chloride aqueous solution. The blank organic phase after stripping is sent to the regeneration extraction tank for water washing and acid-base adjustment to complete regeneration, and then recycled back to the front-end extraction section, which greatly reduces the procurement consumption of extractants and builds a closed-loop production system.
The high-purity lithium chloride aqueous solution produced by extraction tanks can be made into battery-grade lithium chloride finished products with a purity of over 99.9% through simple evaporation, concentration, crystallization and drying. It eliminates the complex deep magnesium removal and multiple recrystallization procedures required by traditional processes, shortens the overall process flow by more than 30%, and effectively reduces steam energy consumption in the evaporation section.
The lithium recovery rate of traditional precipitation methods for high magnesium-lithium brine is less than 80%, and single membrane separation processes are prone to lithium penetration loss. The counter-current mass transfer design of multi-stage extraction tanks increases the comprehensive lithium recovery rate to 94%-97%. It also has stable extraction capacity for low-quality raw materials such as low-concentration lithium old brine and potassium fertilizer by-product tail brine, fully tapping the value of associated lithium resources in salt lakes and improving the overall resource utilization rate of mines.
Extraction tanks support 24-hour uninterrupted continuous feeding and operation. The modular hierarchical structure can flexibly adjust the processing capacity, enabling a single production line to achieve an annual lithium chloride output of 500 to 10,000 tons. Equipped with a DCS centralized automatic control system, the whole system realizes automatic regulation of flow rate, pH value, stirring speed and interface height, reducing manual operation costs and adapting to the automatic production needs of remote salt lake factories.
Compared with membrane separation and evaporation magnesium removal processes, the extraction tank system reduces the consumption of soda ash and acid-base reagents by more than 40%. Only the stirring unit consumes electric energy in the equipment, with the unit brine treatment energy consumption lower than 15kW·h/m³, representing a reduction of over 40% in energy consumption compared with the full evaporation process. The organic phase can be recycled and regenerated with extremely low annual extractant supplement volume, providing significant long-term operation cost advantages.
The process produces no large amount of solid hazardous waste. The raffinate aqueous phase is rich in magnesium, boron and potassium elements, which can be matched with supporting production lines for by-products such as magnesium salt and boric acid to realize resource recycling. Washing and regeneration wastewater is collected, neutralized and recycled for brine pretreatment, achieving a water resource reuse rate of over 85%, which meets the industrial requirements of scarce water resources and strict environmental protection management in salt lake areas.
The extraction stage number, stirring parameters and extractant ratio can be adjusted according to the magnesium-lithium ratio, lithium concentration and impurity components of different salt lake brines. Stable production indicators can be achieved through system parameter optimization for both ultra-high magnesium-lithium old brine from Qarhan Salt Lake and medium magnesium-lithium ratio concentrated brine from East Gobi Salt Lake. Optional configurations including anti-corrosion tank body, low-temperature thermal insulation module and high-suspended matter feeding pretreatment module can adapt to the complex natural production environment of plateau salt lakes.
The 500-ton/year lithium chloride pilot demonstration project of Da Qaidam Salt Lake in Qinghai adopts 30-stage 720L box-type extraction tanks as the core separation equipment to directly treat concentrated salt lake brine from mining areas. The full-process stable operation cycle exceeds 8,000 hours, with the lithium concentration of stripped lithium chloride solution reaching 31g/L, magnesium impurity content lower than 0.08g/L, and a comprehensive lithium recovery rate of 94.6%. The reagent treatment cost per ton of lithium chloride is reduced by 36% compared with the original precipitation process, verifying the feasibility of extraction tanks in small and medium-sized salt lake projects. The ten-thousand-ton-level lithium chloride mass production project of Qarhan Salt Lake in Qinghai adopts a combined process of large-scale multi-stage extraction tanks coupled with membrane concentration to continuously extract lithium from high magnesium-lithium ratio tail brine generated by potassium fertilizer production. The extraction system processes 50m³ of brine per hour with an annual output of 10,000 tons of battery-grade lithium chloride. The products are directly supplied to lithium battery electrolyte and metallic lithium manufacturers. The project has realized stable and efficient lithium-magnesium separation since commissioning, providing a standardized equipment solution for the comprehensive development of large-scale salt lake resources in China.
With the continuous improvement in market demand for high-purity lithium salts in the lithium battery industry, extraction tank equipment and supporting extraction systems are undergoing synchronous iterative upgrading, mainly focusing on three major directions. First, intelligent integrated upgrading: embedded online ion concentration detection, automatic slag removal and intelligent interface adjustment modules to realize full-process unattended operation and further stabilize lithium chloride product quality. Second, large-scale and lightweight structural optimization: the development of single-stage large-volume integrated extraction tanks to reduce supporting pipelines for multi-stage series connection, lowering equipment civil engineering occupation and pipeline material loss. Third, innovative coupled process application: in-depth coupling of extraction tanks with electrodialysis, short-range evaporation and membrane pretreatment processes to build an integrated short process of "extraction separation-concentration refining", further reducing production energy consumption and plant floor area, and adapting to the construction of new integrated salt lake lithium extraction industrial parks. In the long run, as the core equipment of solvent extraction salt lake lithium extraction technology, extraction tanks will continue to dominate the field of high magnesium-lithium ratio brine and low-grade old brine resource utilization, promoting the low-cost, green and large-scale development of salt lake lithium resources in China.
Focus on being Continuous chemical equipment
provider.
If you want to learn more about our centrifugal extractor, mixer settler, Contact us Now